Die Siemens AG ist als Technologiekonzern seit über 165 Jahren Synonym für technische Leistungsfähigkeit, Innovation, Qualität und Zuverlässigkeit auf weltweiter Basis. In der Alpenrepublik ist Siemens Österreich seit mehr als 135 Jahren präsent und zählt dort zu den führenden Technologieunternehmen. Das Kerngeschäft in Österreich konzentriert sich auf Elektrifizierung, Automatisierung und Digitalisierung. Vor kurzem installierte Systemlieferant Ersa dort seine erste Anlage: eine VERSAFLOW 4/55 mit VERSAFLEX Selektivlötmodul.
Elektrischer Strom ist unsere wichtigste Energiequelle und durch die weiter steigende Automatisierung und Vernetzung führt kein Weg vorbei an einer zuverlässigen Stromversorgung. Welche Branche, welche Anforderung, welche Anwendung auch immer – eine effiziente Stromversorgung ist Grundvoraussetzung für jeden Anlagenbetrieb. Innerhalb der Siemens AG Österreich ist der Geschäftsbereich Siemens Industrial Manufacturing, Engineering und Applications, kurz SIMEA, die dynamische Drehscheibe für Entwicklung, Engineering und Herstellung von Flachbaugruppen, Geräten und Komponenten. Einen Schwerpunkt am Standort in Wien bildet die industrielle Stromversorgung. Dort wie auch am Standort Sibiu in Rumänien produziert Siemens maßgeschneiderte Systemstromversorgungen und Komponenten, wie zum Beispiel die geregelten Gleichstromversorgungen SITOP, die dann weltweit in der Automatisierungs-, Antriebs- und Gebäudetechnik zum Einsatz kommen oder auch in der Windenergie und Medizintechnik. Die Kernkompetenzen sind Entwicklung und Produktmanagement, Industrialisierung von Leistungselektronik, Engineering von Kundenprojekten sowie Prototyping und Testengineering.






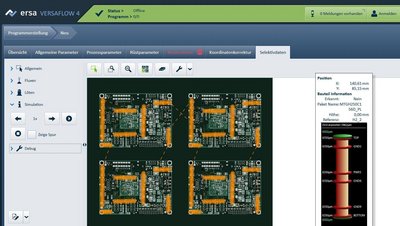
Für die Produktion der neuen Netzgerätegeneration „LOGO!Power“ – Stromversorgungen, die überwiegend in Installationsverteilern eingesetzt werden – wurde bei SIMEA der Bedarf für eine neue Produktionslinie festgestellt. Kennzeichen der neuen Mini-Netzgeräte: viel Leistung auf kleinstem Raum, effizienter Betrieb dank gutem Wirkungsgrad über den gesamten Lastbereich und geringste Verlustleistung im Leerlauf sowie verschiedene Leistungsklassen mit unterschiedlichen Ausgangsspannungen. Die daraus abgeleitete Aufgabenstellung für den Maschinenhersteller wurde wie folgt formuliert: „Löten einer Variantenvielfalt ohne Rüstvorgänge in der geforderten Taktzeit“. Die Herausforderung dabei bestand zum einen im Layout der Platine – dabei handelt es sich um drei unterschiedliche Leiterplattennutzen, die sich in Größe und Dichte der Anschlüsse unterscheiden, da LOGO!Power in drei Varianten angeboten wird. Jeder Nutzen besteht aus sechs Hauptplatinen und sechs Subplatinen, wobei der Nutzenaufbau nicht parallel ist. „Die Subplatinen sind um 90° gedreht im Nutzen angeordnet und werden später mit der Hauptplatine verlötet. Die zweite, noch größere Herausforderung war die geforderte Taktzeit von 40 Sekunden, die unbedingt einzuhalten war“, sagt Harald Schmidt, Prozesstechniker – Löten bei SIMEA.
Mit dieser anspruchsvollen Aufgabe trat die Prozesstechnik-Löten seitens Siemens Industrial Manufacturing, Engineering und Applications an den Systemlieferanten Ersa in Wertheim heran. Angebotsbestandteil war ein Applikationsbericht, für den Testboards des zu lötenden Produkts von SIMEA bereitgestellt wurden. Nachdem die Testboards aus Wien in Wertheim angekommen waren, wurde schnell klar, wie komplex und schwierig die Aufgabe tatsächlich war. „Die sechs Hauptplatinen ließen sich zwar mit einem y-variablen Doppeltiegel parallel verarbeiten, an die Subplatinen wäre man allerdings damit nicht herangekommen. Dafür hätte es ein zweites Lötmodul mit Einzellötdüse oder Dip-Modul gebraucht. Ein Maschinenaufbau, mit dem es jedoch unmöglich gewesen wäre, die geforderte Taktzeit von 40 Sekunden einzuhalten – genau das war aber laut Ausschreibung Pflicht. Außerdem bedeutete dieser Maschinenaufbau höhere Werkzeugkosten und Rüstvorgänge, die SIMEA ebenfalls vermeiden wollte“, blickt Ersa Area Sales Manager Mark Birl zurück auf den Anfang der Geschäftskontakte zwischen Siemens Österreich und Ersa.
Daher entschied man sich bei Ersa, diese Aufgabe mit der High-End-Selektivlötanlage VERSAFLOW 4/55 anzugehen – ausgestattet mit dem extrem flexiblen Selektivlötmodul VERSAFLEX. Und tatsächlich: „So konnte die geforderte Taktzeit eingehalten werden, zugleich war damit der Qualitätslevel gewährleistet. Die Durchstiege passten und auch bei kleinen Pin-Abständen bildeten sich keine Lotbrücken!“, fasst Ersa Mann Mark Birl zusammen. Die Resultate der Löttests wurden in einem detaillierten Applikationsbericht festgehalten und SIMEA zur Verfügung gestellt. „Dieser Applikationsbericht und die Einhaltung der Taktzeiten waren für uns mit ausschlaggebend, warum wir uns für Ersa entschieden haben“, sagt SIMEA-Prozesstechniker Harald Schmidt. Und fährt fort: „Nur mit der VERSAFLEX konnte die geforderte Taktzeit von 40 Sekunden pro Stück erreicht werden. Die beiden Aufgabenfelder des Leiterplattennutzens – Vorlöten der Subplatinen und Verlöten der Subplatinen auf der Hauptplatine – sind so, in der geforderten Qualität und Taktzeit, in einem Durchlauf mit keiner anderen Lötanlage möglich. Die riesige Flexibilität, die das VERSAFLEX Selektivlötmodul bietet, ist auf dem Markt einzigartig und spart ein zweites Lötmodul ein.“ Damit schöpft SIMEA die enormen Vorteile der VERSAFLEX Flexibilität bei der Produktion der LOGO!Power-Stromversorgungen vollständig aus.
Die beiden Löttiegel dieses innovativen, völlig neuen Doppellötmoduls sind auf zwei unabhängigen Achsen installiert. Somit lässt sich VERSAFLEX im herkömmlichen Parallelbetrieb betreiben, aber auch in einem asynchronen Modus fahren, so dass beide Tiegel komplett unabhängig voneinander arbeiten – exakt diese Funktionalität kam in diesem Projekt voll zum Tragen. Denn da jeder Löttiegel auf einem separaten Achssystem installiert ist, lassen sich x-, y- und z-Richtung komplett individuell einstellen. Ein weiterer ausschlaggebender Faktor war für Harald Schmidt die Software mit übersichtlicher, einfacher Bedienung und Programmierbarkeit – im Lötprogramm lassen sich für jedes Bauteil auf der Platine die Parameter wie Flussmittelauftrag, Wellendruck oder Lötgeschwindigkeit individuell anpassen. „Ich bin nicht mehr gezwungen, das gesamte Produkt mit einem Durchschnittswert zu fahren. Das gibt mir mehr Flexibilität und reduziert Lötfehler“, sagt der THT-Experte. Die Software berechnet die optimalen Verfahrwege der Lötdüsen und teilt die Lötaufgaben auf beide Lötdüsen auf. Die Tiegel arbeiten dann ihre Jobs völlig unabhängig voneinander ab – das Resultat sind optimierte, kürzestmögliche Taktzeiten und daraus folgend ein gesteigerter Durchsatz.
Nahezu jede Elektronikfertigung ist heute einem enormen Kostendruck ausgesetzt. Es gilt, möglichst wenige oder sogar gar keine Fehler zu machen. Prozesssicherheit und Null-Fehler-Produktion sind allen Elektronikfertigern beinahe zur zweiten Natur geworden. Auch in diesem Zusammenhang konnte Ersa mit der VERSAFLOW punkten: Das Selektivlötsystem beinhaltet eine Rüstkontrolle, die sicherstellt, dass das richtige Lötwerkzeug montiert ist. Prozesskameras überwachen zum Beispiel Lötwellenhöhe und Düsenbenetzung, bei Bedarf wird automatisch der Korrekturprozess ausgelöst und durchgeführt. Für die Peripherie, das heißt Transportbänder von den Bestückplätzen zur Lötanlage sowie Senkstation und Hubstation, holte Siemens Österreich den Förder- und Automatisierungs-Spezialisten Pacha Automation ins Boot – für Ersa ebenfalls kein Unbekannter, die beiden Unternehmen arbeiten schon lange Jahre vertrauensvoll zusammen. In diesem konkreten Fall stimmte Pacha Automation die Peripherie perfekt auf die Bedürfnisse und Fertigungsanforderungen von SIMEA und die ausgewählte Ersa VERSAFLOW 4/55 ab. Nach Verarbeitung des Leiterplattennutzens der LOGO!Power-Platinen im Lötsystem wird das Produkt über eine Senkstation und ein Transportband unter dem Lötsystem zurück zu den Bestückplätzen geführt. Die Subplatinen werden direkt auf dem nächsten Board weiterverarbeitet, das heißt auf die Hauptplatine bestückt. Die Subplatinen des Boards werden ebenfalls zum Löten vorbereitet, anschließend wird der komplette Nutzen auf die Reise durch die VERSAFLOW geschickt. Die fertigen Hauptplatinen werden aus dem Nutzen herausgetrennt und zur Endmontage weitergeleitet. Übrigens: In den VERSAFLEX Lötanlagen werden zur Stromversorgung der Automatisierungskomponenten SITOP-Netzteile eingesetzt.
„Neben Taktzeit und Qualität sind Support und Beratung für uns wesentliche Entscheidungskriterien, wenn es um Investitionen in neues Equipment geht“, sagt Harald Schmidt. Und ergänzt: „Mit Ersa haben wir einen Partner gewählt, der in unseren Augen ein Vorzeigeunternehmen ist. Die Zusammenarbeit ist unkompliziert und sehr angenehm, Reaktionszeiten sind äußerst kurz und wir bekommen stets kompetente Beratung. Die Anlage läuft zuverlässig und liefert Top-Lötqualität. Das VERSAFLEX Selektivlötmodul ist für uns die Ideallösung: Wir kommen ohne zweites Lötmodul oder eine kostenintensive Dip-Lösung aus, für die bei Produktwechsel zudem Rüstzeiten anfallen würden. Die Maschinensoftware ERSASOFT 5 mit CAD-Assistent 4 ist ein echtes Highlight – Programmerstellung oder
-anpassung ist damit richtig easy und funktioniert auch bei laufender Produktion. Ersa gibt uns hier eine Flexibilität an die Hand, die wir derzeit in der Form bei keinem anderen Hersteller finden!“ Die Selektivlötanlage VERSAFLOW 4/55 mit VERSAFLEX Lötmodul ist das erste Maschinenprojekt von Ersa für SIMEA in Wien. Alle an der erfolgreichen Umsetzung Beteiligten sehen darin eine tragfähige Basis für zukünftige Projekte. Man darf gespannt sein auf den Ausbau einer schon heute erfolgreichen und partnerschaftlichen Geschäftsbeziehung!